در صنعت فلز وسازه های فلزی موثرترین نیروها بصورت فشاری و کششی وبرشی تحت تاثیر قرار میگیرند.
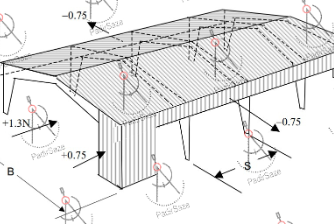
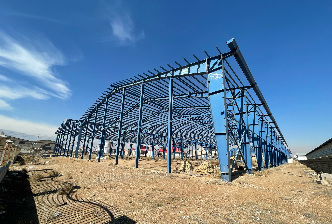
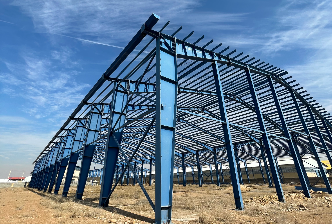
در صنعت فلز وسازه های فلزی موثرترین نیروها بصورت فشاری و کششی وبرشی تحت تاثیر قرار میگیرند.سوله ها نیز به دلیل اثر بار های وارده باید بارگذاری به نحوی اجرا گردد که تحت اثر نیرو ها ،قطعات بصورت منظم و با مقاومت مناسب در برابر بارها و نیرو ها عکس العمل مناسب داشته باشند.
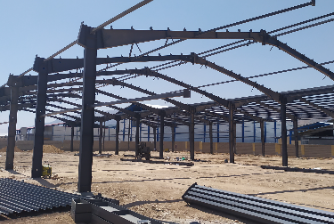
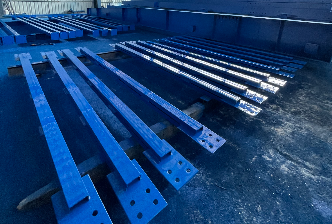
سوله سازی مبحثی مجزا نسبت به سازه های استراکچر میباشد .دلیل اصلی تفاوت نوع کاربری و وزن سازه و شکل مقاطع قطعات فلزی است که در سوله ها قطعات بصورت قرینه و در پایین ترین قسمت پایه ها قطعات باریک تر و در قسمت مرتفع پایه قطعه ها قطور تر میشوند.درصورتی که در استراکچر ها قطعات و پایه ها با مقاطع بزرگتر در پایین ترین قسمت ستون ها اجرا و در ارتفاع بیشتر بر حسب فشار ها و نیرو های وارده میتوان مقاطع را کوچکتر کرد. در استراکچر قطعات اصلی سازه ها با نام ستون و تیر شناخته میشوند ولی در سوله ها قطعات اصلی با نام های پایه(ستون) و تاج (رَفْتِر) نامگذاری میشوند.
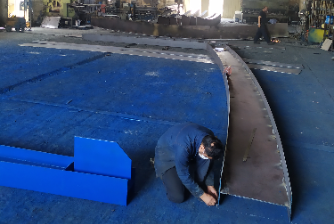
در ساخت و مونتاژ سازه های فلزی مهمترین فعالیت پس از تایید اهن و فلز مرغوب جوشکاری مناسب میباشد،زیرا اکثر مقاطع بصورت تیر ورق میباشند که توسط جوشکاری با هم ادغام میشوند.جوشکاری باید به نحوی باشد که نسبت به ورق ها در برابر نیرو ها مقاومت مناسبی نشان دهند که هر چه ضخامت ورق ها بیشتر باشد بعد جوشکاری بیشتر میشود جوش قطعات باید بصورت یکنواخت و آب بند شده اجرا شود.در شرکت پارس چکش جوش کاری های اصلی با دستگاه CO2 اجرا میشود چون دقت بالا و یکنواختی و سرعت و مقاومت بیشتری به دلیل گاز کربن دارد .